







Инструкции по монтажу фитингов
Видеоинструкция по монтажу фитингов до 25 мм
Инструкция по монтажу фитингов до 25 мм

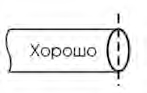
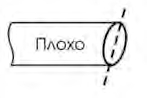
Подготовка трубки
Подготовка трубки
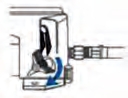
Подготовка фитинга

ПОВТОРНЫЙ МОНТАЖ ОБЖИМНОГО ФИТИНГА НТА-ПРОМ
(до 25 мм или 1 дюйма)
Фитинги НТА-Пром могут использоваться многократно.
Перед повторным монтажом убедитесь в чистоте и отсутствии дефектов компонентов.
ПОРЯДОК ПОВТОРНОГО МОНТАЖА СОЕДИНЕНИЯ:
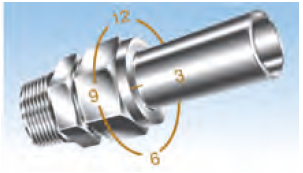
- Вставить трубку с посаженными обжимными кольцами в фитинг до упора переднего обжимного кольца в корпус фитинга.
- Затянуть гайку вручную.
- Повернуть гайку с помощью гаечного ключа в положение предыдущей затяжки; в этой точке можно почувствовать значительное усиление сопротивления.
- Слегка подтянуть гайку до возникновения легкого усилия.
СБОРКА РЕЗЬБОВЫХ СОЕДИНЕНИЙ
КОНИЧЕСКИЕ РЕЗЬБЫ
Выбор герметика зависит от системы и осуществляется ее разработчиком.
Лента ФУМ (далее PTFE-лента) обеспечивает герметичность резьбового соединения, а также защищает резьбовое соединение от некоторых коррозионных сред.
Процедура применения PTFE-ленты:
- Очистить поверхность резьбы от загрязнений.
- Нанести первый виток PTFE-ленты начиная со ВТОРОГО витка резьбы.
- Продолжить нанесение витков в направлении, противоположном движению винтовой поверхности, нанося их в натяг до 2-2.5 оборотов.
- Проверить и убедиться, что первый виток резьбы свободен от ленты.
- В противном случае частицы ленты могут загрязнить систему.
- Отрезать лишние части ленты.
При закручивании внешней резьбы часть PTFE-ленты может быть содрана с резьбовой части. Необходимо предотвратить это. Если PTFE-лента все-таки оказалась удалена с 2-го витка и далее, то необходимо заново произвести намотку ленты на резьбу.
Давление и динамические нагрузки могут повредить PTFE-ленту во время эксплуатации. В некоторых случаях после разборки соединения необходимо заново нанести PTFE-ленту на резьбу. Критерий нанесения: видимые витки резьбы через ленту.
Использование PTFE-ленты допускается только при температуре до 230°C. При более высоких температурах необходимо использовать высокотемпературные герметики.
Процедура применения герметика:
- очистить поверхность резьбы от загрязнений. Обезжирить и осушить, если это требуется.
- нанести герметик на резьбу, начиная со второго витка, в направлении, противоположном краю резьбы.
- время высыхания герметика зависит от его типа. Необходимо собрать резьбовое соединение до момента высыхания.
Сборка резьбового соединения NPT или BSPT:
- минимум 4.5 оборота фитинга.
- рекомендуется 5.5 оборотов или более, не допуская разрушения резьбы.
- сборщик должен самостоятельно контролировать нужное количество оборотов, на которые он закрутил резьбу.
- усилие не регламентируется стандартом. Запрещается применять избыточное усилие, способное разрушить резьбу.
ЦИЛИНДРИЧЕСКИЕ РЕЗЬБЫ
Цилиндрические резьбы не уплотняются по виткам резьбы. Герметизация происходит по уплотнительному кольцу. Выбор уплотнительного кольца производится разработчиком системы.
Усилие, необходимое для сборки герметичного соединения, регламентируется стандартами на цилиндрические резьбы.
PTFE-ленты и жидкие герметики не требуются для уплотнения цилиндрической резьбы. Они не оказывают уплотняющего действия и приводят к утечке, если не использовать уплотнительное кольцо.
Инструкция по монтажу фитингов от 25 мм
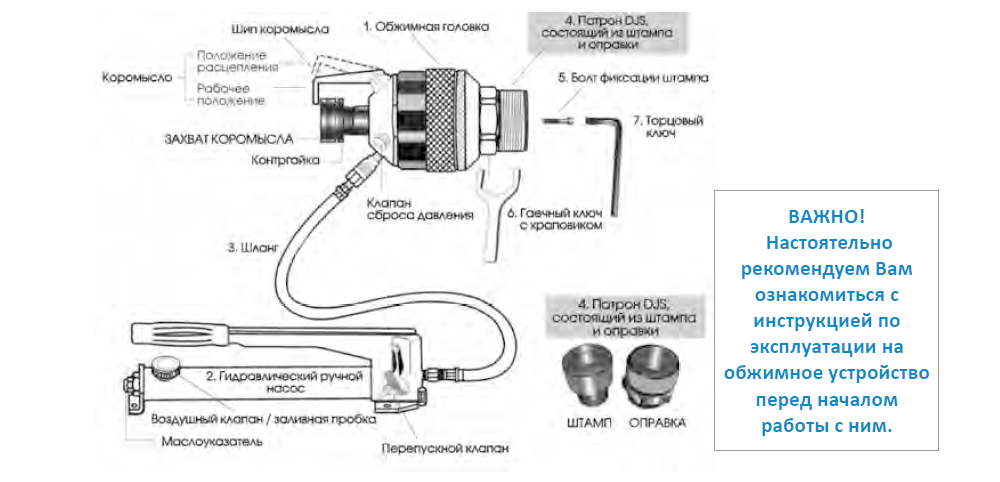
Фитинги для трубок с диаметром от 25 мм и свыше 1" требуют предварительного обжима колец на гидравлическом обжимном устройстве (DHS).
Рисунок 1. Внешний вид обжимного устройства
Рекомендуемая толщина стенки трубы при использовании гидравлического обжимного устройства и номера заказа штампов представлены в таблице 1 и 2.
Таблица 1. Рекомендуемая толщина стенки дройковой трубы при использовании гидравлического обжимного устройства и номера заказа штампов
| Наружный диаметр трубки в дройках | Толщина стенки бесшовной трубки из нержавеющей стали | Номер заказа штампа | Номер заказа коромысла | |
|---|---|---|---|---|
| Мин. (дюймы) | Макс. (дюймы) | |||
| 1/2 | 0,049 | 0,033 | DIS - 8 | |
| 5/8 | 0,065 | 0,109 | DIS - 10 | |
| 3/4 | 0,065 | 0,109 | DIS - 12 | |
| 1 | 0,083 | 0,120 | DIS - 16 | |
| 1-1/4 | 0,083 | 0,156 | DIS - 20 | |
| 1-1/2 | 0,095 | 0,188 | DIS - 24 | |
| 2 | 0,109 | 0,188 | DIS - 32 | |
Таблица 2. Рекомендуемая толщина стенки метрической трубы при использовании гидравлического обжимного устройства и номера заказа штампов
| Наружный диаметр трубки в мм | Толщина стенки бесшовной трубки из нержавеющей стали | Номер заказа штампа | |
|---|---|---|---|
| Мин. (мм) | Макс. (мм) | ||
| 12 | 1,2 | 2,0 | DIS - 12М (черный) |
| 14 | 1,5 | 2,2 | DIS - 14М (черный) |
| 15 | 1,5 | 2,2 | DIS - 15М (черный) |
| 16 | 1,5 | 2,2 | DIS - 16М (черный) |
| 18 | 1,5 | 2,5 | DIS - 18М (черный) |
| 20 | 1,8 | 2,8 | DIS - 20М (черный) |
| 22 | 1,8 | 2,8 | DIS - 22М (черный) |
| 25 | 2,2 | 3,0 | DIS - 25М (красный) |
| 28 | 2,5 | 3,5 | DIS - 28М (красный) |
| 30 | 2,5 | 3,5 | DIS - 30М (красный) |
| 32 | 2,8 | 4,0 | DIS - 32М (красный) |
| 38 | 3,0 | 4,5 | DIS - 38М (красный) |
| 50 | 3,0 | 5,0 | DIS - 50М (синий) |
1. ПРОВЕРКА УРОВНЯ МАСЛА
2. ПОДГОТОВКА ИНСТРУМЕНТА




3. СБОРКА ОБЖИМНОЙ ГОЛОВКИ




4. ПОДГОТОВКА ТРУБЫ

5. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС


ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС (продолжение)


6. ИНСТРУКЦИЯ ПО КОНТРОЛЮ СОЕДИНЕНИЙ
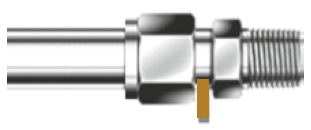
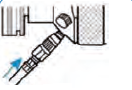
Используйте проходной калибровочный щуп НТА-Пром для проверки зазора между гайкой и шестигранным основанием фитинга.
Также для контроля зазора между гайкой и шестигранным основанием фитинга можно использовать штангенциркуль. Размеры зазоров для основных фитингов приведены в таблице ниже.
| № | Диаметр трубки, мм | Размер зазора |
|---|---|---|
| 1 | 25 | 3,97 |
| 2 | 32 | 4,49 |
| 3 | 38 | 5,11 |
| 4 | 50 | 7,85 |